机械设备厂家配套
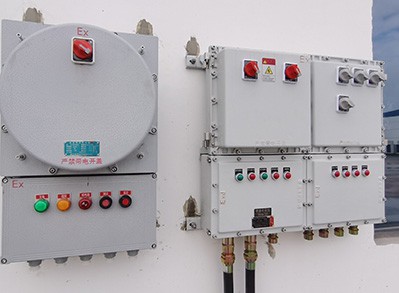
作为防爆电气领域技术领跑者,金顿电气专注为机械设备厂商提供定制化防爆配套解决方案,助力设备智能化升级与本质安全双提升。针对工程机械、石油装备、特种车辆等设备在易燃易爆场景的作业需求,开发出EX d/e/m全系列防爆技术体系,核心组件通过ATEX、IECEx及CNEx三重认证,防护等级达IP66/T6,实现机械动力系统与控制单元的全方位防爆保护。基于模块化设计理念,提供驱动电机、电控箱、照明系统的一体化防爆改造方案,适配90%主流设备机型。采用耐高温复合陶瓷涂层与金属冷锻工艺,在-40℃至+120℃严苛环境下保持性能稳定,防爆接插件插拔寿命突破5000次。同步搭载智能监测芯片,实时反馈设备绝缘电阻与壳体温度数据,预防性维护效率提升60%。与三一重工、徐工机械等头部企业建立长期技术协同机制,累计完成380余款特种设备防爆适配,赋能中国制造向高危作业场景安全拓展。


 400-0578-090
400-0578-090